Retailers like the product on their shelves to be filled to the same visual level. A batch of containers filled with the same volume of product will have different visual fill levels due to irregularities in container manufacturing. Accutek overflow filling techniques solve this problem. Product is pumped into containers using special overflow nozzles. The product that overflows is returned to the product supply reservoir. The location of the overflow port sets the visual fill level.
How far the nozzle descends into the container determines the fill level. The penetration depth, fill level, is set by the spacer rings. The force generated by the compessed spring seals the nozzle to the container opening. The fill port is pushed down past the overflow port as the top section of the nozzle moves downward.
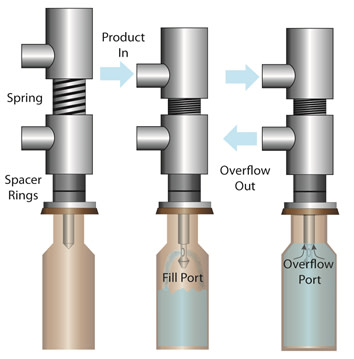
Adding spacer rings will raise the fill level. Removing spacer rings will lower the fill level. The spacer rings are available in a variety of heights. The fill level can be set to within a sixteenth of an inch.
The filler components must be kept clean and well lubricated. The bearings, bushings, O-rings, and springs must be replaced when they become worn. The consistency of the product and the free travel of each moving part are critical for smooth operation. The product must flow long enough so that every container is overflowing to avoid under filling.
Product contact parts must be evaluated for chemical compatibility. Contact parts include product tubing, the manifold, O-rings and the pump. The fill temperatures and product abrasiveness will determine the elastomer type needed. Some common types of elastomers used are:
– Fluoroelastomers
– Buna
– Silicon
– Encapsulated Silicon
– Teflon
Products compatible pressure overflows fillers.
|
Food & Beverages |
Cosmetic & Personal Care |
Chemical |
Pharmaceutical |
Other |
|
Water |
Perfumes |
Window Cleaners |
Cough Medicine |
Insect repellent |
|
Fruit Juices |
Essential Oils |
Laundry Detergent |
Urine |
|
|
Vegetable Oil |
Nail Polish |
Motor Oil |
Alcohol |
|
|
Tea |
Nail Polish Remover |
Ink |
Iodine |
|
|
Liquid Coffee |
Air Freshener |
Stain Removers |
Saline Solution |
|
|
Vitamin Drinks |
Liquid Soap |
Carpet Cleaners |
||
|
Syrups |
Sun Tan Lotion |
Paint |
||
|
Food Coloring |
Shampoo |
Degreasers |
||
|
Tomato Juice |
Hair Conditioner |
Fuel Additives |
||
|
Salad Dressing |
Hand & Body Lotion |
Engine Coolant |
||
|
Mouth Wash |
Wood Stain |
|||
|
Wood Varnish |
||||